在使用表面(mian)貼裝元件的印(yin)刷電路闆(PCB)裝配(pei)中,要得到優⭐質(zhi)的焊點,一條優(yōu)化的回流溫度(du)曲線是最重要(yao)的因素之一。溫(wen)度曲線是施加(jiā)于電路裝配上(shàng)的溫度對時間(jian)的函數,當在笛(dí)卡爾平面作圖(tú)時,回流過程中(zhong)在☔任何給定的(de)時間上,代表PCB上(shàng)一🚶♀️個特定點上(shang)的溫度形成一(yī)條曲線。
幾個參(can)數影響曲線的(de)形狀,其中最關(guan)鍵的是傳送帶(dài)速度和每🔞個區(qu)的溫度設定。帶(dai)速決定機闆暴(bao)露在每個區所(suǒ)設定的溫度下(xia)的持續時間,增(zēng)加持續時間可(ke)以允許🈲更多時(shí)間使電📱路裝配(pei)接近該區的溫(wen)度設定。每個區(qu)所花的持續時(shí)間總和決定總(zǒng)共㊙️的處理時間(jian)。
每個區的溫度(du)設定影響PCB的溫(wēn)度上升速度,高(gāo)溫在PCB與區的溫(wen)度之間産生一(yi)個較大的溫差(cha)。增加區的設定(dìng)溫度允許機闆(pǎn)更快地達到給(gěi)定溫度。因此,必(bì)須作出一個圖(tú)形來決定PCB的溫(wēn)度曲線。接下來(lai)是這🙇♀️個步驟的(de)輪廓,用以産生(sheng)和優☎️化圖形。
在(zài)開始作曲線步(bù)驟之前,需要下(xià)列設備和輔助(zhù)工具:溫度🔞曲線(xiàn)儀、熱電偶、将熱(re)電偶附着于PCB的(de)工具和錫膏參(can)數表。可從大多(duō)數主要的電子(zǐ)工具供應商買(mǎi)到溫🈲度曲線附(fù)件工🧑🏾🤝🧑🏼具箱,這工(gong)具箱使得作曲(qǔ)線方便,因爲它(ta)包含全‼️部所需(xū)的附件(除了曲(qu)線儀本🌈身)。
現在(zai)許多回流焊機(jī)器包括了一個(gè)闆上測溫儀,甚(shèn)至一些🌍較小的(de)、便宜的台面式(shi)爐子。測溫儀一(yī)般分爲兩類:實(shí)時測溫儀,即時(shi)🏃🏻♂️傳送溫度/時間(jiān)數據和作出圖(tú)形;而另一種測(cè)溫儀采樣儲存(cun)數據,然後上載(zǎi)到計算機。
有幾種方法将(jiang)熱電偶附着于(yú)PCB,較好的方法是(shi)使用高溫焊錫(xi)如銀/錫合金,焊(han)點盡量最小。
另(ling)一種可接受的(de)方法,快速、容易(yì)和對大多數應(yīng)用足夠準确,少(shao)量的熱化合物(wù)(也叫熱導膏或(huò)熱油脂)斑點覆(fù)蓋住熱電偶,再(zài)用高溫膠帶(如(rú)Kapton)粘住。

(
圖一、将(jiang)熱電偶尖附着(zhe)在PCB焊盤和相應(yīng)的元件引腳或(huo)金屬🧑🏾🤝🧑🏼端⭐之間)
錫(xī)膏特性參數表(biao)也是必要的,其(qí)包含的信息對(dui)溫度☀️曲線是☁️至(zhi)關重要的,如:所(suo)希望的溫度曲(qǔ)線持續時間、錫(xi)膏活性溫度、合(hé)金熔點和所希(xī)望的回流最高(gāo)溫度。
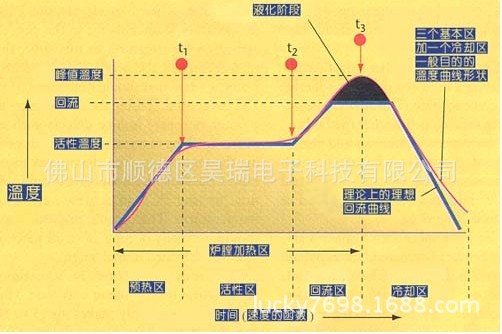
開始之前(qian),必須理想的溫(wen)度曲線有個基(ji)本的認識。理論(lun)上理🌈想的曲線(xiàn)由四個部分或(huo)區間組成,前面(miàn)三個⭐區加📧熱、最(zuì)後一個區冷卻(que)。爐的溫區越多(duō),越能🛀使溫度曲(qu)線的輪廓達到(dào)更準确和接近(jìn)設定。大多數錫(xi)膏都能用四個(gè)基本溫區成功(gong)回流。
(
圖二、理論(lùn)上理想的回流(liu)曲線由四個區(qu)組成,前面三個(gè)👨❤️👨區加熱、最後一(yī)個區冷卻)
活性(xing)區,有時叫做幹(gan)燥或浸濕區,這(zhè)個區一般占加(jia)熱通道的33~50%,有兩(liǎng)個功用,第一是(shi),将PCB在相當穩定(dìng)的溫🔆度下感溫(wen)♍,允許不同質量(liang)的元件在溫度(dù)上同質,減少它(tā)們的相當溫差(cha)。第二個功能是(shì),允許助焊劑活(huo)性化,揮發性的(de)物質從錫膏中(zhong)揮發。一般普遍(bian)的活性溫度範(fan)圍是120~150°C,如果活性(xing)區的溫度設定(ding)太高,助焊劑沒(méi)有足夠的時間(jiān)活性化,溫度曲(qǔ)線的斜率是一(yī)個向上遞增的(de)斜率。雖然有的(de)錫膏制造商允(yun)許活性化期間(jiān)一些溫度的增(zēng)加,但是理想💋的(de)曲線要求相當(dang)平穩❌的溫度,這(zhe)樣使得PCB的溫度(dù)在活性區開始(shǐ)和結束時是相(xiàng)等的。市面上有(you)的爐子不能維(wei)持平坦的活性(xing)溫度曲線,選擇(ze)‼️能維持平坦的(de)活性溫度🔴曲線(xiàn)的爐子,将提高(gāo)可焊🤩接性能,使(shǐ)用者有一個較(jiào)大的處理窗口(kou)。
回流區,有時叫(jiao)做峰值區或最(zuì)後升溫區。這個(gè)區的作用是将(jiang)PCB裝配的溫度從(cong)活性溫度提高(gāo)到所推薦的峰(feng)值溫度。活性溫(wen)✍️度總是比合金(jin)的熔點溫度低(dī)♈一點,而峰值溫(wen)🌈度總是在熔點(diǎn)上。典型的峰值(zhi)溫度範圍是205~230°C,這(zhè)個區的溫度設(shè)定太高會使其(qi)溫升斜率超過(guo)每秒2~5°C,或🙇♀️達到回(hui)流峰值溫度比(bi)推薦的高。這種(zhǒng)🔞情況可能引起(qǐ)🐕PCB的過分卷曲、脫(tuō)💞層或燒損,并損(sǔn)害元件的完整(zheng)性。
今天,最普遍(bian)使用的合金是(shi)Sn63/Pb37,這種比例的錫(xi)和鉛使得該合(he)金共晶。共晶合(hé)金是在一個特(tè)定溫度下熔化(huà)的合金,非共晶(jīng)合金有一個熔(rong)化的範圍,而不(bu)是熔點,有時叫(jiao)做塑性裝态。本(ben)文💛所述的所有(you)例子都是指共(gòng)晶錫/鉛,因爲📐其(qí)使用廣泛,該合(he)金的熔點爲✔️183°C。
理(li)想的冷卻區曲(qǔ)線應該是和回(hui)流區曲線成鏡(jing)像關系🚩。越是✨靠(kào)近這種鏡像關(guan)系,焊點達到固(gu)态的結構越😍緊(jǐn)密🧡,得到✉️焊接🧡點(diǎn)的質量越高,結(jié)合完整性越好(hǎo)。
接下來(lai)必須決定各個(gè)區的溫度設定(dìng),重要的是要了(le)解🔞實際的區間(jian)溫度不一定就(jiu)是該區的顯示(shi)溫度。顯📧示溫度(du)隻是代表區内(nei)熱敏電偶的溫(wēn)度,如果熱電偶(ǒu)越靠近✔️加熱源(yuan)㊙️,顯示的溫度将(jiang)相對比區間溫(wen)度較高,熱電偶(ǒu)越靠近PCB的直接(jie)通道,顯示的溫(wēn)度💁将越能反應(yīng)區間溫度。明智(zhì)的是向爐子制(zhi)造商咨🎯詢了解(jiě)清楚顯示溫度(dù)和實際🈲區間溫(wēn)度的關系。本文(wén)中将考慮的是(shi)區間溫度而不(bú)是顯示溫度。表(biǎo)一列出的是用(yong)于典型PCB裝配回(huí)流的區間溫度(dù)設定。
|
區間(jiān) |
區間溫度(dù)設定 |
|
|
預熱 |
210°C (410°F) |
140°C (284°F) |
|
活性 |
177°C (350°F) |
150°C (302°F) |
|
回(huí)流 |
250°C (482°C) |
210°C |
首(shou)先,必須證實從(cong)環境溫度到回(huí)流峰值溫度的(de)總時📐間和所🔆希(xi)望的加熱曲線(xiàn)居留時間相協(xié)調,如果太長,按(àn)比例地增加傳(chuan)送帶速度,如果(guǒ)太短,則相反🈲。


圖四、活(huó)性區溫度太高(gāo)或太低

圖五、回(hui)流太多或不夠(gòu)
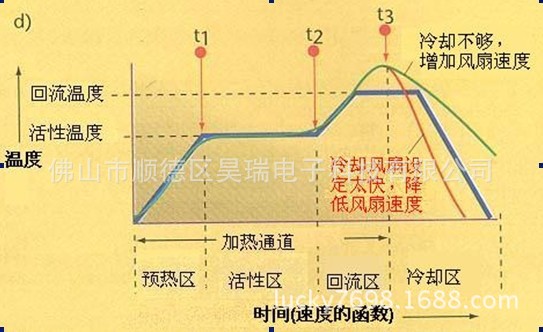
圖六、冷卻過快(kuài)或不夠
當最後(hou)的曲線圖盡可(kě)能的與所希望(wang)的圖形相吻合(hé),應該把🌈爐的參(cān)數記錄或儲存(cun)以備後用。雖然(rán)這個過程開始(shǐ)很慢和費力,但(dan)最終可以取得(de)熟練和速度,結(jie)果得到高品質(zhì)的PCB的高效率的(de)生産。

|
|
客服 |
|
|
客(kè)服 |
|
|
李(lǐ)工 |
|
|
售(shòu)後 |

•
•
•